Research on Riveting Method and Device of Steel Bar Closed Hoop
Text / Mao Xianchang
The common parts of the open steel barrel closing hoop are connected by riveting and welding. Due to the limitations of the welding technology of the welding itself, such as the protective layer of the easily damaging material, and the difficulty in connecting the brittle material, they are limited in the connection of the board material. Riveting technology has the advantages of simple joining process, high joint strength, low cost and high production efficiency compared with the welded parts. Because of the technical advantages of sheet riveting technology, it is widely used in steel drum manufacturing. In particular, in recent years, domestic and international breakthroughs in riveting technology research have made it more widely used in the connection of closed steel barrel closed hoop sheets. At present, a variety of sheet riveting technologies have been developed at home and abroad. This paper introduces a variety of sheet riveting technologies and their equipments studied at home and abroad, and analyzes and summarizes them.
1 rivet riveting
Stamping riveting is a traditional rivet riveting technique that was developed earlier and studied earlier. The rivet punched and riveted is not limited to the solid rivet. The riveting forming is to form the rivet head as a whole by axial force, and the axial riveting force is mainly applied by manual hammering, machine stamping, and the like. The riveting force is mostly impact force. Although simple and easy to implement, there are obvious deficiencies. If the riveting force required for riveting is large, it is difficult to rive the rivet of a larger diameter. The riveting quality of the impact riveting is not high, the noise is high, and the working environment is poor. The traditional riveting technology is gradually difficult to adapt to the requirements of modern manufacturing for high-quality riveted structures.
Rolling riveting can be said to be a kind of rivet riveting which is improved on the basis of the traditional stamping riveting, which can be divided into radial type and swing type. During the riveting process, the riveting punch (rivet) has a sharp angle with the axis of the rivet, and it also has a downward pressing motion when performing a specific motion trajectory, so that the rivet head is subjected to continuous local uniform rolling action. Need to rive the shape. The rolling characteristics of the riveted riveting can improve the ductility of the riveted material. Compared with the traditional rivet riveting, the rolling riveting is in the riveting process, no relative sliding, no impact, low noise and vibration, and can rive a variety of materials. The riveted equipment automation equipment has a high degree of success and a wide range of applications, and the shape of the riveting punch can be changed according to the required riveting.
Compared with the rivet riveting of the upset forming, the Hakka rivet riveting has higher clamping force, excellent vibration and fatigue resistance, and higher working efficiency. Hakka rivet riveting is one of the rivet riveting methods, and its full research at home and abroad has made it widely used in the automotive industry. Hucker Rivet Technology (HUCK) uses the principle of Hooke's Law to clamp the joints with special equipment for rivets, and squeezes the metal of the collar into the groove of the stud with multiple annular grooves. A fastening method that tightly combines the collar with the plug, as shown in FIG. HUCK fasteners are fasteners that do not require torque to create a fastening force. The tightening force depends on the diameter of the screw and the matching collar. The rivet structure is simple to disassemble, but the rivet is longer and heavier. The manufacturing difficulty and price are more expensive than the traditional rivet riveting, and it is mainly suitable for products with high added value and high load requirements.

1-up collar; 2-pull collar; 3-pull forming
Figure 1 Hark rivet riveting process
Compared with the above method, the zinc alloy rivet is riveted without pre-drilling before riveting, and the relative process is simple and the operation is convenient. However, there are currently fewer practical applications in China. The zinc alloy rivet rotation method utilizes the principle of low melting point and frictional heat generation of the rivet material, rubbing each other when the rivet is rotated into the sheet material, so that the material is locally softened and softened, plasticity is increased, and the pier head is formed, thereby achieving the purpose of riveting. . The rivet is shown in Fig. 2. The principle is a riveting method for riveting by grinding the drill bit into a rotary drill rivet. Zinc alloy rivet riveting riveting not only guarantees quality, but also riveted products with beautiful appearance, low labor intensity and high production efficiency. However, the manufacture of rivets is slightly more expensive, and the riveting process also takes into account the cooling factor.
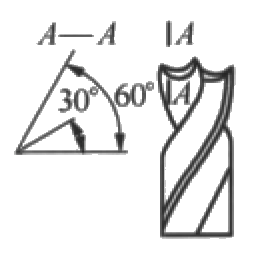
Figure 2 Schematic diagram of zinc alloy rivets
Solid rivet self-pierce riveting is one of the rivet riveting methods. The solid rivet self-piercing riveting is to fix the sheet to be connected between the die and the bead ring, and the solid rivet penetrates the upper and lower sheets through the downward movement of the punch, and punches out the small piece of metal, and then the lower mold Under the reaction force, part of the lower layer material is pressed into the annular groove to form an interlocking mechanism, as shown in FIG.

Figure 3 Solid rivet self-piercing riveting schematic
The solid rivet self-piercing riveting does not require pre-drilling as with the zinc alloy rivet rotary riveting, which is significantly superior to spot welding and conventional riveting in terms of joint strength and fatigue. Compared with the zinc alloy rivet, the riveting can obtain a relatively high connection quality at a low cost, but the riveting noise is large. The rivet geometry, the blanking force, the gap between the rivet and the die have a great influence on the quality of the riveting. Therefore, reasonable handling of the above factors is a guarantee for good riveting quality.
Semi-tubular rivet self-piercing riveting is a new type of rivet riveting method in recent years. The principle is shown in Figure 4.

Figure 4 Schematic diagram of self-pierce riveting of semi-tubular rivets
When the semi-tubular rivet is pressed by the punch, the rivet penetrates the upper layer of material, and the rivet tail is opened in the lower layer metal under the joint action of the die and the punch, forming a mechanical interlock mechanism between the two sheets, thereby completing connection. The semi-tubular rivet self-piercing riveting can connect multiple layers of materials without pre-drilling, fatigue resistance and quality inspection. Compared with the solid rivet self-piercing riveting, it has the advantages of no spark, no waste, low energy consumption and low noise. However, the manufacturing precision of the mold is very high, followed by the matching of the performance of the rivet and the sheet material. If it is to be applied to the actual production, the requirements for the manufacture of semi-tubular rivets and mold repair are high.
2 without rivet riveting
The riveting of the steel plate itself is one of the methods of riveting without rivets, and it is also an earlier riveting technology in domestic research. Puncture through hole riveting is to press the pressure ring to press the plate material, then puncture the through hole with a conical upper convex die, then remove the pressure of the upper punch, move the upper punch upward, and finally press the lower punch phase upward. The puncture hole portion is subjected to the action of the punch pressure to form a flange to complete the riveting, as shown in FIG. Compared with riveting that requires rivets, the puncture through-hole riveting has the advantages of less process and easy automation. This riveting can partially replace the problem caused by welding when joining two sheets. However, holes are left in the workpiece after the puncture of the puncture hole, which will damage the surface protective layer and is only suitable for the thin plate with a large elongation.
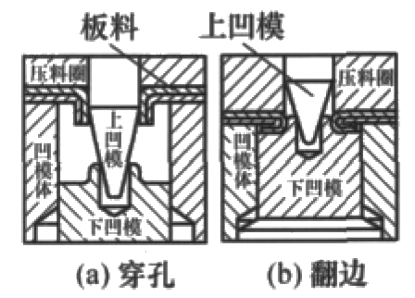
Figure 5 Schematic diagram of puncture through hole riveting
The rivet-free self-piercing riveting is a rivet-free riveting that has been studied in recent years, and its technology is also applied to many modern production. The self-piercing riveting without rivet is punched by the punch, the sheet is pressed and bent and partially plastically deformed, and the material of the side of the pressing die flows downward together, and gradually forms a groove in the concave mold under the action of the pressing force. Flow until the stamping riveting point is formed, as shown in Figure 6. Compared with the self-riveting of the thin steel plate, the self-piercing riveting without rivet can realize the connection of a certain thickness of the sheet material without damaging the protective layer of the sheet material. The riveting dynamic strength of the technology is high, the automation is easy, and the economy is good. However, there are many factors affecting the strength of stamping riveting, such as the nature of sheet metal, the selection of stamping riveting die, and the selection of punching pressure. Therefore, determining the key influencing factors and optimizing them is the key to furthering the superiority of stamping riveting technology.
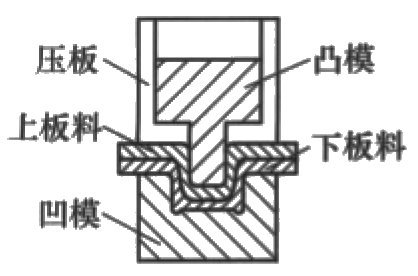
Figure 6 Schematic diagram of rivetless riveting
Moldless self-piercing riveting is a rivetless riveting that does not require a die. The principle of the moldless self-piercing riveting is that the upper and lower sheets are overlapped on the flat anvil, and the pressing ring and the punch are moved downward, and the pressing ring applies a certain pressure to the upper and lower sheets. Then, the punch is pressed into the upper and lower sheets under high pressure, and the bottom of the sheet is raised sideways to form a concave. When the punch is further pressed into the sheet, since the bottom is flat, the punch is radially flowed from the substitute material, thereby forming an interlocking connection, as shown in FIG. Compared with the self-piercing riveting without rivet, the precision of the dieless self-pierce riveting equipment is not high, the assembly time is small, the mold is not easy to be damaged, and the mold cost is reduced. However, the joint force required for the moldless riveting connection is higher than that without the rivet self-piercing riveting, and the noise during riveting is also large.

Figure 7 Schematic diagram of moldless self-piercing riveting
Spinning riveting is a rivetless riveting that is improved on the basis of rivet-free self-piercing riveting. The spinning riveting is a rivet head inclined at an acute angle with the rotating shaft, and continuously rotates around the rotating shaft and vertically feeds the combined movement mode, and a partial pressing method is applied to the riveting area of ​​the sheet material, and the sheet material is pressed into the inner groove of the concave mold to form Mechanically connected dots that are inlaid with each other, as shown in Figure 8. Compared with self-piercing riveting, the local pressing method of spinning without rivet riveting, small load and uniform stress distribution help the formation of mechanical interlocking dots in riveting, so the riveting interlock thickness is larger than the traditional rivetless riveting. Interlocking thickness. However, the riveting is not as fast and simple as self-piercing riveting, and the equipment requirements are also higher.

Figure 8 Rotary riveting schematic
Compared to other rivet-free riveting, hydraulic riveting can be used to connect sheets where other riveting methods are difficult to access, making it easier to develop new designs. Hydraulic riveting has high precision and high efficiency. The hydraulic riveting connection principle is: fixing the connected parts and the hydroformed sheet between the liquid and the hydroforming mold, and swelling the liquid pressing sheet through the hole, pressing the punch downward, due to the high pressure liquid on the back side The active material forms an interlocking connection at the chamfer of the joined parts through the small holes, as shown in FIG. Although some riveted riveting methods have their outstanding advantages, hydraulic riveting requires higher equipment, higher equipment costs and maintenance costs, and in practice, the ratio of upper and lower sheets is the key to forming an interlocking connection. .

Figure 9 Schematic diagram of the hydraulic riveting process
3 Conclusion
In summary, the sheet riveting is a joining method in which two or more layers of sheets are connected by a rivet or a rivet without a rivet. Riveting technology solves some of the problems of welding and screwing, but the unpredictability of riveting technology also affects its popularization and application. In the future, the riveting technology can be optimized in many aspects, such as optimizing the riveting equipment structure; establishing a numerical simulation analysis riveting model, analyzing the effects of riveting forming mechanism, various process parameters on the riveting process, and optimizing them; mastering the riveting process The internal law of the deformation of the middle plate and the force of the mold reveals the deformation mechanism of the interlocking mechanism of the connected sheets; grasps the evaluation method and the quality detection and monitoring methods. Riveting technology has become a very effective and feasible joining process for material joining. With the attention and investment in connection technology and the deep research on riveting technology, it is expected to become an important connection technology for the steel drum industry in the near future.
Metal leather dining chair
STARWAY INTERNATIONAL HOME-LIVING CO., LTD , https://www.starwayfurniture.com