After the JDF process passes the layout, according to the graphic distribution characteristics, the corresponding different ink areas provide the ink transfer amount information to the printing equipment, thereby shortening the time of ink printing and reducing the waste of printing time and materials. It will also better stabilize print quality. However, in order to make good use of ink preset parameters in actual production, it is necessary to understand the following aspects.
How to control the ink supply in printing
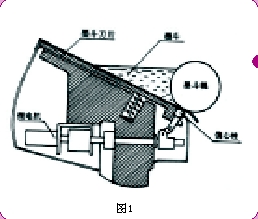
The amount of ink supply is determined by the distribution of the graphics on the surface of the print. So how to control the size of the ink at the ink fountain roller? As can be seen from Figure 1, the size of the ink output is related to the gap between the ink fountain and the ink fountain roller. The larger the gap, the greater the ink output. The amount of ink discharged is also related to the rotation angle of the ink fountain roller. The larger the rotation angle is, the larger the ink output is. Assume that the ink amount is represented by S, the gap between the ink fountain and the ink fountain roller is represented by T, and the rotation angle of the ink fountain is indicated by A, then S=A×T. In normal printing, the amount of ink discharged S is not allowed to change, that is, the product of A and T is a constant. The decrease in the gap between the ink fountain and the ink fountain roller is limited. The smaller the gap is, the more difficult it is to ink, and when the gap is large, the impurities of the ink fountain easily clog the ink, and the increase in the rotation angle of the ink fountain roller is also limited. Therefore, the principle of adjustment should be changed to: Under the condition of ensuring sufficient ink supply, the gap between the ink fountain and the ink fountain roller should be as small as possible, and the rotation angle of the ink fountain roller should be as large as possible. The amount of ink required for different printing plates is different, and the amount of ink needed for printing at different positions on the same plate is not the same. Therefore, the ink supply volume of ink fountains must be adjustable in the axial direction. This adjustment is mainly achieved by different gaps between the ink fountain and the ink fountain roller at different positions, ie, S1=A·T1, S2=A·T2,...Sn=A·Tn. A small value of A, that is, a small ink fountain roll rotation angle, is adjusted to T1, T2,...Tn, and then uniformly increased to achieve the desired ink supply amount.
The change in the thickness of the ink layer not only occurs when the ink fountain roller changes the rotation angle and the gap, but also changes in the height of the ink holding capacity of the ink fountain can also affect the change in the thickness of the ink layer. In Figure 2, when the ink level continues to decrease from V2 to V3, the density in the field decreases, and the ink on the print is lightened. Therefore, in the printing process, with the increase in the number of printing, it is necessary to continuously replenish the ink, so that the level of ink in the ink fountain to maintain a certain height, it will not affect the print ink. Therefore, the JDF process provides the same information for ink supply. However, whether to increase A or increase T requires a different approach according to the different distribution characteristics of the graphic and text, and it is necessary to ensure that the ink holding capacity is highly consistent.
During the printing process, the ink reaches the printing plate from the ink fountain through the transfer roller, the tandem roller, the uniform ink roller, the heavy roller, and the ink roller, and then it is transferred from the printing plate to the surface of the printing material and undergoes three strokes of ink supply, distribution, and transfer. During a series of ink transfer and extrusion processes, the ink in adjacent ink zones expands and affects each other, so the information of the ink preset parameters cannot simply simply map the amount of ink needed for graphic distribution to the ink zone. correspond.
In the ink feeding stroke, the rotation of the ink fountain roller causes the ink in the ink fountain to be sheared. Most inks are plastic fluids that begin to flow when the shear stress reaches the yield value. The ink in the ink fountain gradually decreases from the near and far shearing effect from the surface of the ink fountain roller. Therefore, the ink near the surface of the ink fountain roller undergoes shear flow, and the ink that is away from the surface of the ink fountain roller flows to the ink roller only by gravity.
(to be continued)
Why is Sit Stand Desk becoming more and more popular? Sit stand desk is not only a desk. Using sit and stand desk station interchange for office can make sense of life, reduce fat, enhance energy, reduce pain, improve work efficiency and improve team cooperation ability.
1.5-2.5mm thick cold rolled steel plate with high mechanical strength, smooth surface and uniform thickness,Double motor balanced drive, lifting the whole table without shaking. The rising and falling sound is less than 45 dB, which is lower than that of keyboard typing.
The color of ergonomic Standing Desk frame: black, white, gray, and can be customized; it can be matched with different color panels, reflecting the modern design of the product.

Sit Stand Desk,Sit and Stand Desk,Electric Sit Stand Desk,Stand Up Sit Down Desk,Best Sit Stand Desk
Suzhou Uplift Intelligent Technology Co., Ltd , https://www.upliftecdesks.com