Discussion on steel barrel resistance spot welding power source
Federal Technology (China) Co., Ltd. Zhang Huajian
In the manufacture of steel drum products, a large number of resistance spot welding processes are involved. For example, the spot welding position of the barrel before seam welding, the spot welding of the steel barrel sealer, the spot welding of the lifting beam of the bucket, etc. Some parts are small in size or complex in shape, making welding difficult and often causing quality problems. At present, the main problems include unstable welding quality, easy melting of parts, difficulty in forming normal fusion, low welding yield, and some parts are even difficult to weld with general resistance spot welding.
In order to solve the problem of resistance spot welding of steel drum parts, resistance spot welding technology needs to be developed in a more precise direction. The precision of resistance welding includes fine adjustment of power supply, precise control of parameters and precision stabilization of pressurizing mechanism. Multi-technology integration constitutes a precision resistance welding system.
Resistance spot welding power supply provides resistance heating energy for resistance welding. In its development, single-phase power frequency AC spot welding power supply, DC pulse spot welding power supply, three-phase low-frequency spot welding power supply, secondary rectification spot welding power supply and capacitor storage have appeared one after another. The energy spot welding power source, the inverter spot welding power supply appeared in the 1980s. Power supplies for small parts welding mainly include single-phase AC power, capacitor energy storage, and inverter power. The adjustability of the inverter resistance spot welding power supply is significantly improved, which is a better power supply, but there is a certain difference between the inverter resistance spot welding power source itself. In order to achieve precision welding of miniature parts, the inverter resistance spot welding power supply technology needs to be further developed.
First, the principle and characteristics of common spot welding power supply output adjustment
1. Single-phase power frequency AC spot welding power supply
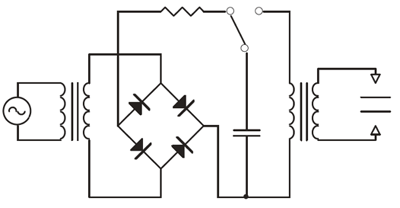
The equivalent circuit and current waveform of the single-phase thyristor spot welding power supply are shown in Figure 1. By changing the control angle α of the thyristor, the primary current of the welding transformer can be adjusted to control the welding current of the secondary welding circuit.
The welding current consists of a free component and a forced component, namely:
 (1)
(1)
Where Z is the total impedance from the primary conversion to the secondary of the transformer, ![]() , R and L are system equivalent resistances and inductances;
, R and L are system equivalent resistances and inductances;
Φ——load power factor angle,  ;
;
U - the effective value of the power supply voltage.
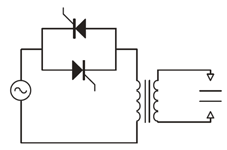
a) equivalent circuit diagram
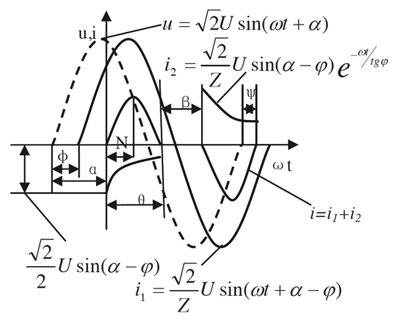
b) current waveform
Figure 1 Single-phase AC spot welding power supply equivalent circuit and current waveform diagram
It is known from equation (1) that when ωt = θ (thyristor conduction angle), i(t) = 0, the following equation can be obtained:
 (2)
(2)
Solving equation (2)
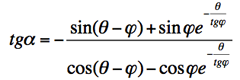 (3)
(3)
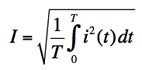
When the load power factor Φ is constant, the relationship between α and the conduction angle θ can be solved. The instantaneous current value i can be derived from equations (1) and (3) under known Z conditions. According to the definition of the effective value of the current, the effective value of the welding current is:
 (4)
(4)
Where T is the period (s).
The current i(t) is a discontinuous pulsation waveform, and the discontinuity increases as the thyristor control angle increases. The discontinuous section weld zone is cooled, resulting in an increase in total energy demand and the joint is prone to overheating. In addition, under the same current RMS condition, the peak value of the pulsating current is relatively flat, and the DC amplitude is relatively high, which brings about some process difficulties in spot welding of small parts. The minimum current response of the AC power supply can be as long as 10mS. In order to adapt to small parts precision spot welding, some power supplies are designed with single-pulse heating control with half-wave control.
2, capacitor storage resistance spot welding power supply
Figure 2 is a simplified equivalent circuit and current waveform diagram of a simplified capacitor storage resistor spot welding power supply. The working principle of the capacitor storage spot welding power supply is that the single-phase or three-phase alternating current is converted into direct current through the rectifier circuit, and then the capacitor is charged. The electrical energy stored in the capacitor:
 (5)
(5)
Where W - storage electrical energy (J); C - capacitor capacity (F); Uc - charging voltage (V).
a) equivalent circuit diagram

b) current waveform
Figure 2 Capacitor energy storage spot welding power supply equivalent circuit and current waveform
There are several methods for adjusting the welding current of the capacitor storage welding machine. One is to change the charging voltage of the storage capacitor bank. As the charging voltage of the storage capacitor increases, the current peak increases, but the discharge current law is nearly constant. The energy output increases; the other method is to change the turns ratio or capacitance of the welding transformer. As the number of turns in the primary winding of the transformer decreases, the current peak increases, but the energization time is shortened, and the total output energy is nearly constant; Capacitance capacity increases the discharge time and increases the total output energy. The first method of adjustment is usually used.
Capacitor storage spot welding machine heat concentration, the main problem is poor regulation, the release of electrical energy is uncontrollable, can not be adjusted by feedback, and the precision energy adjustment requirements of small parts are different, in addition, the high current peak is easy to cause the melting of parts destroy.
Capacitor storage spot welders also have other disadvantages. Capacitor energy storage welding machine energy conversion efficiency is lower than other types of welding machine, storage capacitors and welding transformers are bulky, power circuit parts are complex, welding machine costs are high, the capacity is higher and higher; storage capacitors are often in the process of rapid charge and discharge , medium loss, short life and so on.
3, inverter DC resistance spot welding power supply
Figure 3 is a diagram showing the basic circuit and output current waveform of the inverter type DC spot welding power supply. It can be seen from the figure that it is first converted from a three-phase alternating current to a direct current with a low ripple ratio through a rectifier, and then an inverter bridge composed of a power switching device (such as a transistor GTR, MOSFET, IGBT, GTO, etc.) becomes an intermediate frequency square wave supply. The intermediate frequency transformer is rectified by a transformer and then rectified into a pulsating DC supply electrode to weld the workpiece. The inverter usually uses current feedback pulse width modulation to obtain a stable constant current output.

a) equivalent circuit diagram
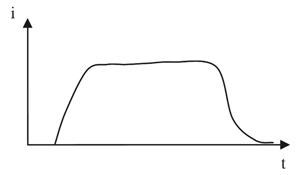
b) Current waveform diagram Figure 3 Inverter DC spot welding power supply and current waveform diagram
Compared with general single-phase power frequency AC resistance spot welding power supply and capacitor storage spot welding power supply, inverter DC resistance spot welding power supply has the following advantages: small and lightweight welding transformer; high-speed precision control, good dynamic response; low output pulsation rate DC welding current; three-phase balanced load, high power factor, good energy saving economy, etc. Although the inverter DC spot welding power supply has so many advantages, its manufacturing cost is relatively high and the circuit is relatively complicated. For the spot welding of micro-pieces, due to its controllability, it is an ideal power source, the development of power electronic devices and the maturity of inverter technology. Such power supplies have gradually gained application. Considering the need to precisely adjust the output energy and fast response speed of micro-piece spot welding, the resistance welding inverter power supply technology needs further development.
Second, the precision of the inverter DC resistance spot welding power supply adjustment
Federal engineers have experimented with different inverter DC resistance spot welding power supplies and obtained actual welding current waveforms during the experiment. Experimental conditions: JYD-03 and JYD-03A inverter spot welding machine (single-phase and three-phase), rated current 3000A, inverter frequency 4kHz; JYD-04LB inverter spot welding machine, three-phase, rated current 4000A, inverter The frequency is 1 kHz; the MM-315AC welding high current tester produced by MIYACHI of Japan measures the current; the TDS2012 digital oscilloscope produced by Tektronix measures the waveform; the 5 mm thick stainless steel plate is used as the experimental load; and the Rogowski coil used to measure the large current is welded. For ease of analysis, the power supply operates in an open loop state, without current feedback, and the current setting is converted to pulse width control. 4 is a waveform diagram of the secondary current sensing signal (curve 2) of the JYD-04LB power supply measured by the Rogowski coil and the welding current signal (curve 1) restored by the integrating circuit, and the pulse width is set to 40%. The test results indicate the feasibility of the test, and the current waveforms under various conditions are analyzed below.
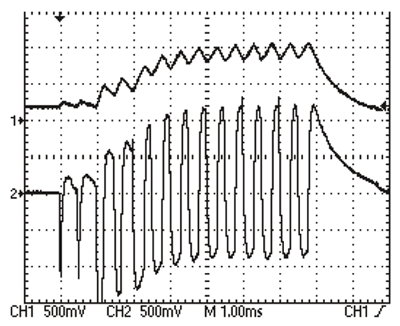
Figure 4 Rogowski coil induction signal and integrated welding current waveform
1. Waveform analysis of inverter resistance spot welding power source with frequency of 1 kHz and 4 kHz respectively
The frequency increase not only reduces the cross-sectional area of ​​the core, but also reduces the volume and weight of the transformer, and can improve the control accuracy and shorten the control period. For example, the power frequency AC welder has a longer adjustment period. For a 50 Hz power grid, the welding time adjustment resolution is 20 ms. Inverter DC spot welder time adjustment resolution of up to 0.25ms (4kHz inverter frequency), high control accuracy.

Fig. 5 Welding current waveform diagram of different frequency inverter spot welding power supply
Fig. 5 is a waveform diagram of welding current of different frequency inverter DC spot welding power sources. Curve 1 is the result of JYD-03A (inverter frequency is 4kHz) three-phase inverter spot welding power supply, and curve 2 is the result of JYD-04LB welding power source (inverter frequency 1kHz), current is measured by voltage, actual current value They are 1.90kA and 1.85kA, respectively. After the frequency is increased, the ripple of the current is significantly reduced. Because the filter capacitors of the two power supplies are different, JYD-03A is 1/3 smaller than JYD-04LB, and its current waveform has a significant 300Hz fluctuation. It can be seen from the comparative analysis that the higher the frequency, the better the current stability, the smaller the welding time adjustment resolution, and the faster the dynamic response.
2. Waveform analysis of three-phase and single-phase inverter resistance spot welding power supply
Figure 6 is a waveform diagram of JYD-03 and JYD-03A (three-phase and single-phase) inverter spot welding power supply current output, where curve 1 is the three-phase inverter spot welding power supply current waveform, and curve 2 is single phase. The inverter frequency is 4 kHz, the pulse width is set to 70%, and the current measured by the current tester is 1.90 kA and 1.86 kA, respectively. It can be seen from the waveform that the output waveform of the three-phase inverter spot welding power supply is more stable than that of the single phase, and the current output waveform of the single-phase inverter spot welding power supply superimposes a fluctuation signal with a frequency of about 100 Hz, and the three-phase inverter The phenomenon of spot welding power supply is not obvious. This is mainly because the power supply uses different power supply phases. Although the filter capacitors used in the two power supplies are the same, the filtering of single-phase waveform after rectification and filtering is obviously insufficient, which also illustrates the single phase. The power supply has large fluctuations.
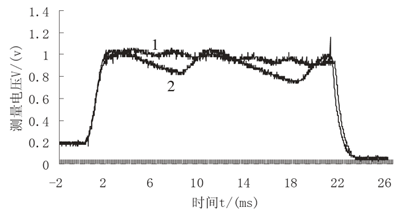
Figure 6 Three-phase and single-phase inverter resistance spot welding power supply current output waveform
3, the same power supply different pulse width settings output waveform analysis
Parameters such as rise time, welding time, and pulse width have an effect on the inverter spot power supply current output waveform. To further understand the effect of pulse width setting on the output current, the federal engineering used a digital oscilloscope to sample and record the spot welding process with the same pulse width setting of the same power supply, and process the recorded data. The result is shown in Figure 7, where the pulse width is set to 1. The maximum pulse width is 2% for 70% and 40% for 3%.
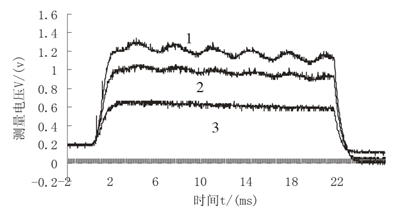
Figure 7 Output current waveform diagram with different pulse width settings
As can be seen from Fig. 7, as the pulse width is continuously widened, not only the output current is increased (the current is from 1.08kA, 1.90kA, and 2.45kA in order of small to large), and the current waveform fluctuation is increased. This is mainly because the voltage does not change while the current increases, and the output power increases accordingly. Under high power output conditions, the capacitance is small and the filtering is insufficient. Therefore, a larger filter capacitor should be used.
Third, the development direction of precision inverter resistance spot welding technology
Spot welding of small parts is difficult. In order to improve the spot welding yield and spot welding quality, and to expand the application of resistance spot welding technology in the manufacture of micro parts, it is necessary to further develop precision resistance spot welding technology.
1. Improve power supply output adjustment resolution and response speed. Due to the large resistance spot welding current, the inverter frequency of the resistance spot welding inverter power supply is much lower than that of arc welding or other power supply, usually about 1 kHz, which adjusts the resolution and control response speed. Correspondingly lower. In recent years, there have been 2 kHz, 4kz and 5kHz products available, as well as 25kHz technology reports. For precision spot welding, increasing the inverter frequency is an inevitable trend. The improvement of the inverter frequency requires efforts in the design of the transformer and the reduction of the loop loss, which directly affect the quality of the product. For small parts welding, the capacity of the welding power source is small, and it is easier to increase the inverter frequency, and it is more difficult for a high-power power supply. Precision spot welding of small parts can also use analog transistor power supply. This type of power supply has large energy loss, and the improvement of inverter power supply is expected to replace such power supply.
2. Improve the welding current waveform and improve the process adaptability of welding parameters. The common power supply is designed for single heating and two heating. The complicated power supply has three heating or current ramping control. Due to the complex structure and materials involved in precision spot welding, these waveforms do not meet the optimal welding requirements. For some material spot welding, the removal of the oxide film and the adjustment of the initial welding conditions can improve the consistency of the welding. For precision spot welding, the waveform is carefully designed, and even the waveform is adjusted to match the heating and cooling process of the material.
3. Develop real-time quality control technology for precision spot welding. The real-time control of the spot welding process is an important means to eliminate various disturbances in the process and improve the production yield. Control methods include stable control of process parameters and feedback control of quality. The real-time control of spot welding quality is an important but long-term unsolved problem. The research of multi-parameter intelligent control has a good prospect.
4. Develop precision pressurization system. Welding pressure is very important for spot welding. Micro-component welding requires precise pressurization guarantee, including small pressure stability, follow-up of mechanical system (fast response suitable for welding deformation), positional adaptability and accurate position. Control, etc. Conventional pneumatic pressurization is difficult to adapt to the requirements of precision spot welding, and it is difficult to accurately control the pressure by using the amount of spring compression to trigger the welding energization. Other pressurization methods, including pressure sensor feedback control, require further investigation.
5. Improve the level of computer application. Using computer simulation technology and database technology to establish an auxiliary system for precision spot welding, it will be helpful for the precision spot welding application of relatively complicated small parts. The collection and recording of welding data ensures the traceability of the product and is very important for the welding of important parts such as medical equipment. The development of a precision spot welder with networking technology facilitates the recording and updating of data, making it easy to remotely monitor and control.
Fourth, the conclusion
1. Compared with power frequency communication and capacitor energy storage welding power source, the precision inverter spot welding power source has good controllability, and has good process adaptability for spot welding of small parts.
2. The inverter frequency of the precision inverter spot welding power source is improved, which is beneficial to improve the control resolution, the dynamic response of the power supply and the current stability. For precision spot welding power supplies for micro-components, it is necessary to further increase the inverter frequency and improve the power supply design.
3. Three-phase precision inverter spot welding power supply is more stable than single phase, and the grid load is balanced.
Medical devices refer to instruments, equipment, appliances, in vitro diagnostic reagents, calibrators, materials and other similar or related items, including the required computer software, which are directly or indirectly used in the human body.The purpose is to diagnose, prevent, monitor, treat or alleviate the disease;Diagnosis, monitoring, treatment, remission or functional compensation of the injury;Examination, substitution, regulation or support of physiological structures or processes;Life support or maintenance;To provide information for medical or diagnostic purposes by examining samples from humans.
Infrared Thermometer,N95 Mask Production Machine,Dustproof Masks,Surgical Mask Production Machine
Dongguan Maimeng Cultural Communication Co., LTD , https://www.sentebox.com