At present, in the manufacturing process of corrugated paperboard boxes and corrugated paper boxes, the application of die-cutting technology is relatively extensive, and there are many types of die-cutting methods, such as flattening, rounding, rounding and so on. Among these methods, lithographic die cutting is most commonly used. The existing procedures die-cutting machine (core machine), flat-pressing automatic die-cutting machine and the French Kiel printing and die-cutting machine (circular flattening) and other advanced equipment. Flat die-cutting boards are simple to produce and easy to operate. They are used by large enterprises and small and medium enterprises. The following is a brief introduction of several aspects that should be noted in the actual production of the lithographic die-cutting process.
First, flat die cutting manufacturing process
In the selection of die-cutting technology, we must first determine the die-cutting process. At present, there are two kinds of die-cutting plates, one is a flat plate and the other is a round plate. A brief introduction to the lithographic die-cutting process and process specification is given.
Lithographic die cutting process: die-cut version design - drawing - cutting wood - the installation of knives, lines - paste sponge - proofing - from the drum line - die-cutting operation.
The die-cutting process specification mainly includes the effective working range of the die-cutting machine, the structural design of the die-cutting box type, the drawing method of the drawing, the production of the die-cutting plate, and the die-cutting production operation essentials. The current procedures for die-cutting machines (core machines) are basically full-open, half-open, and four-open. With the development of the packaging machinery industry, large-scale die-cutting and die-cutting equipment that exceeds full-size specifications are now being produced. Actual and ability to develop die-cutting process.
Second, the die-cutting box structure design and drawing
Based on the characteristics of the packaged product and the weight and size of the package contents, the design box type and die-cut layout are determined. First, the corrugated cardboard material should be reasonably selected. It should also be considered that the entire process of product circulation and the length, width, and height of the carton are in compliance with a certain proportion, and sometimes even the size of the container is taken into consideration. The structural design of the die-cutting process is relatively complex. In addition to the above-mentioned problems, the die-cutting type and the type of the die-cutting plate must be determined according to the characteristics of the product and the working ability of the device. When designing a box type, the seven carton types identified in the “International Carton Rules†should be used as much as possible. This rule facilitates the packaging instructions for trade exchanges and is a universal international code.
After the carton type is determined, when drawing the die-cut layout, the carton, carton pattern, drawing method and size note method specified in GB12986-91 "carton drawing" standard shall be drawn. This requires the designer to ensure that the size of the layout is accurate and standardized. The drawings and specifications of the unified drawing shall be used. The drawings shall be clear and tidy, and the drawings shall be available for selection of manufacturing and manufacturing development drawings, and those with special requirements shall be drawn to illustrate the three-dimensional drawings.
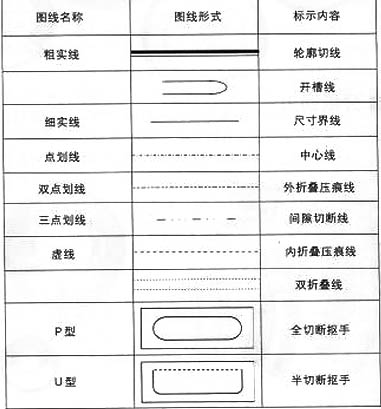
The dimensions of the drawings are based on the manufacturing dimensions. Line symbols and drawing methods should be drawn in accordance with the "Carton Cartography" standard. The following describes several common line symbols. (See the table below)
Third, the production of die-cut version
Drawing the die-cut layout is the first key step in the production of the die-cutting plate. The drawings designed with the computer proofing machine are more accurate. It can effectively ensure the size of the die-cutting plate. To make a die-cut version, according to the die-cut layout provided by the designer, insert the steel knife and steel wire into the flat wood version to complete the process flow of the die-cut version.
According to the size and style of the die-cut layout, it can also be used for computer proofing and directly on the wood. Choose a good quality die-cutting plate, the surface is flat, easy to process, ensure that the size of the knife and wire inserted into the die-cutting plate is accurate. The thickness of the die-cut plate is generally 12 to 18 mm. The thickness of the die-cut single corrugated paper plate can be selected, and the thickness of the double corrugated plate can be thinner.
To make a die cut, first cut the die cut. Both manual and laser cutting require the cutting line to be straight, and the width of the cutting groove is equal to the thickness of the knife and wire installed here. In order to ensure that the die-cut version does not disperse, do not loosen and fall off, to leave a number of "bridges" in place, the length of the bridge to determine the size of the layout, the general length of 10mm.
According to the position of the cut knife and wire, the steel knife and the steel wire are precut and bent into corresponding lengths and shapes in advance into the cutting groove. The dimensional error of the product after manufacture and die cutting is less than 0.5mm.
After inserting the knife and wire, stick the elastic sponge tape on both sides of the steel knife. The sponge tape directly affects the speed and quality of die cutting. The sponge strip should leave the distance of at least 1mm on both sides of the die-cutting blade body, and cannot be installed close to the blade body. Otherwise, the sponge strip cannot expand in the direction of the blade body after being pressed, and can only expand in the other direction, thus causing the paper to pull on both sides. . Sponge tape should be slightly higher than 1.2mm around the blade. Different hardness, size and shape, and sponge strips should be selected according to different cutting speeds and products.
Fourth, flat die cutting in the production operation should pay attention and solve the problem
After the die-cut plate is processed, the die-cut plate should be proofed on the die-cutting machine. If there is no problem, it can be put into production formally. However, the following problems are easily encountered in the proofing and production process.
â– Large area or partial imperfections. When encountering this problem, a thin layer of paper should be added to the corresponding part on the back of the cutting board or die plate to compensate for the height of the die cutter. Avoid multi-cushion liners and excessive pressure to damage the blade.
■Broken position of the partial indentation line. Due to the fact that the board is too dry, the paper quality is poor, or the indentation line is used unreasonably, the indentation cracking phenomenon often occurs. In this case, three measures can be taken. One is to use a corrugated board with a moisture content of 14±2%. The second is to replace the steel wire, especially the die-cut double corrugated paper, and use the "big head line." The third is to paste the drum line on the cutting board. The depth of the drum line is 1.2 to 1.4 mm and the width is 3 to 5 mm.
â– The position and size of die cutting are not accurate. During the production process, the quality of the cut product must be inspected at any time. When it is found that the size and the print position are not accurate, the die cutting position must be adjusted in time, and the position of the knife and wire is deviated due to the large number of times of die cutting. , should be replaced in time. (Text / Wu Cunsheng)
Glass Bottle,Glass Container,Storage Jar
Glass Jar,Mason Jar Co., Ltd. , http://www.nsglassjar.com