Steel barrel body plate side expansion rib "two in one" machine (2)
Sik
3 Pull the side of the wrench and pull the edge of the cylinder to push the side plate. When jogging, dial the dial to No. 4 (pull the cylinder), then press any button of SB5 or SB6 to pull the cylinder for the edge. Dial the dial to No. 5 and press the SB5 or SB6 button to return the cylinder to its original position. When automatic, the clamping mechanism advances. After clamping, the sensor switch sends a signal, the wrench cylinder advances the edge, and the feed cylinder retracts. After the expansion cylinder is retracted, the PC sends a signal and the wrench cylinder is returned to its original position.
The shape of the wrenching plate is shown in Figure 8.
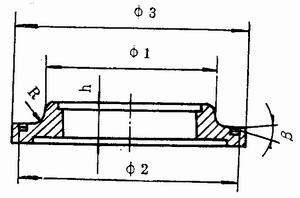
Figure 8 Schematic diagram of the shape of the wrench
In Fig. 8, in addition to determining the slope β and the rounded corner R according to the requirements of the edge-triggering process, the magnitude of the edge-trimming force must also be considered. The appropriate R and β can meet the requirements of the edge-trimming process and enable the hydraulic system to easily complete the edge. The β slope is dug with a groove near the edge. Its purpose is to save effort in the process of pulling the edge. The φ size should be preceded by a suitable length and a suitable guiding slope to ensure the guiding correction function of the part. The β-inclined surface and the φ1 surface and the R-angle are high-stressed surfaces, and the high wear resistance is ensured after heat treatment.
4 The expansion rib expansion cylinder advances, and the expansion rib is completed by the radial expansion of the two expansion ribs on the expansion rib head. A partial section of the "two in one" machine expansion rib is shown in Figure 9.
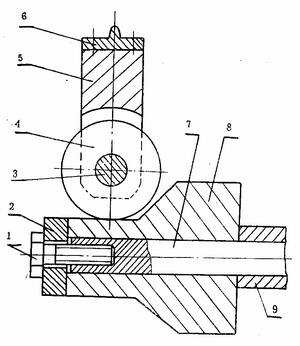
Figure 9 is a partial cross-sectional view of the "two in one" machine expansion
1-hex nut; 2-press block; 3-bearing shaft; 4-ball bearing; 5-slider; 6-bulging block; 7-push rod; 8- wedge block; 9-push ring.
As can be seen from Fig. 9, the wedge block 8 (see Fig. 10) is fixed to the push rod 7, and the push ring 9 functions to transmit the force of the wedge block 8 in addition to the distance between the two sets of expansion bars. When the expansion rib cylinder moves, the wedge block 8 moves to the left, the ball bearing 4 moves, and the slider 5 expands radially along the slider seat, so that the expansion rib 6 performs the bulging action. After the expansion of the rib movement is completed, the wedge block moves to the right and the expansion rib is reset by the action of the spring.
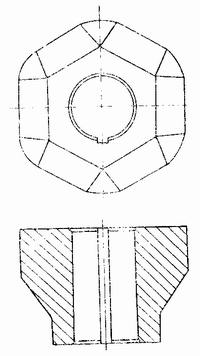
Figure 10 "Two in one" machine wedge block shape demonstration
It can be seen from Fig. 9 that the rolling friction between the wedge block 8 and the ball bearing is greatly reduced, and the friction resistance of the wear block and the wedge block of the old type of expansion machine is greatly reduced. Therefore, as long as a cylinder of a smaller cylinder diameter is selected, It is possible to swell two large ribs at the same time, thereby increasing the speed of the bulging work.
When jogging, dial the dial to No. 6, press the SB5 or SB6 button to expand the rib cylinder. Dial the dial to No. 7, press the SB5 or SB6 button, and the expansion cylinder will be returned to its original position. When automatic, the expansion of the expansion cylinder is controlled by the time and retracted to the original position.
2. Introduction to the "two in one" machine gas and liquid road
Figure 11 and Figure 12 are schematic diagrams of the pneumatic and hydraulic-pressure circuits of the "two-in-one" machine.
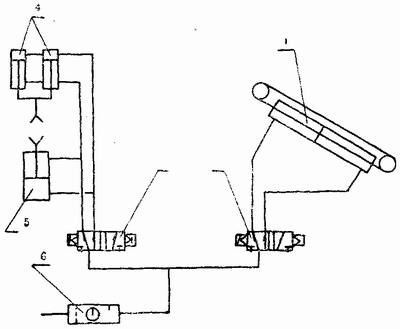
Figure 11 Schematic diagram of the "two in one" machine pneumatic system
1-belt cylinder; 2-electromagnetic valve; 3-electromagnetic valve; 4-upper jaw cylinder; 5-low jaw cylinder; 6-gas source three-piece.
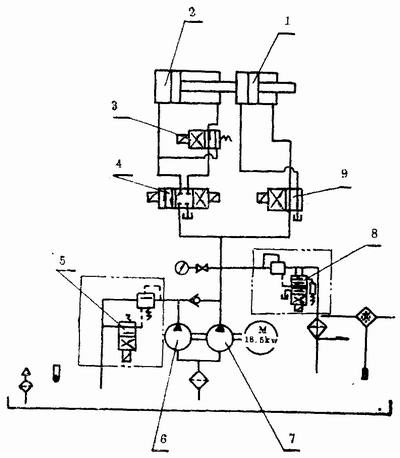
Figure 12 Schematic diagram of the hydraulic circuit of the "two in one" machine
1-expansion cylinder; 2-lifting cylinder; 6-large flow oil pump; 7-small flow oil pump.
In Fig. 11, the member 4 is a single-acting single-piston rod cylinder, and the member 3 is a two-position five-way valve. In the state shown, the upper and lower jaws are in the original state, and the barrel is not clamped. Item 1 is a QGL type cable cylinder. It outputs the cylinder force with the tension of the cable, thereby providing power to feed or reset the feeder. It is the first action of a "two in one" machine in a work cycle. When the state is connected to the gas path, the cable cylinder is in the feed state.
In the automatic working state, the machine is in the initial state, press SB5 or SB6, the solenoid valve 2 is energized, so that the cable cylinder air circuit is connected to the shape of Figure 12. After the feeding starts, the solenoid valve 3 acts, the upper and lower jaws clamp the barrel, and the cylinder 1 retracts, waiting for the next working cycle to begin.
As can be seen from Figure 12, the hydraulic system uses a composite pump with a relief valve, a check valve, and an unloading valve. The purpose of the composite pump is to make the hydraulic system actuator, the cylinder, capable of two-speed movement according to working conditions - fast and slow. For the wrenching cylinder, when moving from the original position to the edge of the wrench, it needs to move quickly. When the starting edge starts to the end of the wrenching edge, a slow feed is required. When the wrenching edge ends, the wrenching cylinder is reset and fast motion is required. For the expansion rib cylinder, the slow expansion is required during the period from the start of the expansion to the end of the expansion rib, and the expansion of the expansion rib is fast.
When the wrench cylinder is rapidly fed, the solenoid valve 5 is closed, and the pressure oil of the large and small flow oil pump supplies oil to the wrench cylinder 2, thereby enabling the wrench cylinder to achieve rapid feed. When the edge is started, the valve 5 is opened, and the oil output from the large flow oil pump flows directly back to the fuel tank. Only the small flow oil pump supplies oil to the corresponding oil cylinder to achieve slow feed. The low flow pump pressure is controlled by valve 8 to protect the necessary operating speed. The change of the working direction of each cylinder is controlled by the corresponding reversing valve, and the timing of the reversing valve action is determined by the photoelectric receiving switch.
3. Precautions for using the "two in one" machine
1 All moving parts of the equipment are required to be lubricated before each shift. 4 guide column sliding bearings with butter, each shift must be added 2 times. Other moving and rotating parts are lubricated with No. 10 oil. The pneumatic system oil mister uses mineral oil. Do not start without lubrication.
2 Before the test, check whether the handles are in the correct position: whether the screws and the screw that require locking are locked in each part; whether the sensors are in the correct position; whether the cylinders and cylinders are in the original position; check the inside and outside of the fuselage No debris.
3 When testing the vehicle, first adjust the air pressure and hydraulic pressure from low to the required pressure; select the switch on the electric control box to the jog position and check one by one according to the running procedure. After the action reaches the requirement, turn the selector switch to step, Automatic position, test cycle action.
4 When the oil temperature in winter is too low, the oil temperature should be heated to above +5 °C.
5 When working in the summer machine, pay attention to the cooling water circuit.
6 Always check the oil mark and check the oil quantity in the oil pool. When the amount of oil is insufficient, it should be replenished in time.
7 The installation of the sensor switch must be adjusted to the appropriate position. The inductive switch and the contact block have an axial sensing range of 0-5 mm, and are generally required to be adjusted within a range of 2 to 3 mm.
The 8 liquid and air pressure values ​​must be adjusted to appropriate values. The gas supply system must be equipped with a safety valve and a water separator.
9 All are in the reset (initial) position before manual operation and automatic operation. Jog operation, each time you operate an action, you need to reset the action before you can operate other actions or operate according to the running procedure to avoid damage to the components by mutual impact. When the machine is turned on, the operator's head and hands are not allowed to extend into the machine to ensure safety.
10 operators must be familiar with the various operating handles on the equipment, the principle of the gas and hydraulic circuit parts and the role of each valve and the position and function of each button switch on the electric control box.
4. Easy troubleshooting
1 Press the barrel. Generally, the height position of the lower jaw is inappropriate to cause the feeding barrel to be eccentric, or the barrel is out of round or the end is concave. The method of elimination is to round the concave barrel and adjust the position of the lower jaw.
2 The expansion force is not enough. The reason is generally in the hydraulic system. You can first observe whether any oil pipes, joints, valves, etc. leak. If there is a leak, the seal of the part is damaged and needs to be replaced. If there is no leakage, adjust the relief valve to increase system pressure. If the expansion force is still insufficient after adjusting the overflow valve, it indicates that there is a problem with the oil pump and the oil pump can be inspected. In addition, the liquid level in the fuel tank is too low, which may cause insufficient pressure.
3 The size of the wrench is not enough or the wrench is too strong. Usually caused by the discomfort of the two side panels. The pitch handle can be adjusted at this time. In addition, the barrel width is irregular in size and can cause such defects.
4 The action program is faulty, that is, it cannot be operated according to the normal program. When the action is good or bad, stop, check whether the non-contact sensor switch is malfunctioning or the fixing screw is loose to change its position. If it is damaged, replace the sensor switch. If the screw is loose and the position changes, it will be eliminated by re-adjustment.
5 The puller is pulled. The reason is that the wrench is not lubricated in time. In this case, the hair should be polished, filled with oil, and brushed.
4. The advantages and disadvantages of this kind of "two in one" machine
As long as the air pressure of the machine, the pressure of the hydraulic circuit and the spanning disc distance are adjusted properly, the machine has the advantages of stable operation, simple operation, low noise, etc., and the size and shape of the wrench are also relatively regular.
In view of the structural characteristics of the aircraft, it has the following deficiencies.
1 is running slowly. Because the machine's stroke is a long distance stroke, the cylinder is pushed from one end, and after the edge-lifting and expansion-expanding action is completed, it is reset from the original road for a long distance. Therefore, the auxiliary working time is long and the working beat is low, generally no more than 4/min. It is not conducive to the production of high-volume, high-speed pipelines.
2 The product variety is single. When the expansion part of the machine is in the original position, its outer diameter is close to φ560mm, so this "two-in-one" machine is only suitable for the production of 200L steel drum. If you want to produce steel drums with other inner diameters, you have to make major changes to the expansion ribs. You have to make a new wrenching plate, which is expensive, and the old-fashioned edge-trimming machine has no such disadvantage. The old-fashioned edge-trimming machine only needs to adjust the relative position of the wheel to adjust the edge value. If the barrel body only changes in the inner diameter and the edge value does not change, the old-style edge-trimming machine does not need to be adjusted. Therefore, the "two-in-one" machine is not suitable for multi-variety small batch production.
3 Due to the different thickness of the material, seven layers of rounded edges are required, and the size of the edge is not the same. Therefore, the "two-in-one" machine needs to be equipped with different wrenching plates to adapt to the change of material thickness, and the cost is high.
Reflective Stickers :
Reflective stickers are made of vinyl / pvc adhesive sticker .Double sided printing is available ( two stickers attached together with their adhesive on the back ) ,the printed color is very glossy and lighted in the night .

Specification :
1.item : reflective adhesive stickers
2. size for each roll:1.35*40 meter
3. thickness:0.03-0.05 millimeter
4. color: white
5. application:highway and some warning sign
6. feature :it will be lighten in the night when the light is on it ;there is no self adhesive on the back
7. MOQ: 1 pcs
8. printing : uv printing or digital printing
9. sample cost : USD35 ,it can be refund against the order
10. sample date : two days
11. artwork requested : 1:1 size with CMYK color in AI ,PDF ,JPG ,EPS TIF file
12. printing resolution :1440*1440 dpi
13. payment tern : 30% deposit and balance before ship with bank transfer ,paypal ,moneygram ,western union ,D/A ,D/P .
14. printing quality option : one year , three years , five years outside

Reflective Decals,Reflector Sticker,Custom Reflective Stickers,Reflective Sticker
Golden Mouth Advertising (H.K)Co.,Ltd. ( Jie Da Advertisement Co.,Ltd) , https://www.advertisingflagbanners.com